Cost Analysis of Printed Circuit Board(II. COST ANALYSIS OF PCBS)
II. COST ANALYSIS OF PCBS
From the analysis above it is clear that FR4 is the best cost-effective material for multi-layer PCBs and the reliability is the much better compared with other base material. Then how to reduce the cost of the PCBs if we use FR4 material?
One simple way is to use cheaper and low- quality FR4 material. At the first sight this may be seemed as a good way if the board's quality is acceptable, but think twice before you make the final decision. High-quality FR4 material with a higher price is more stable and it will be much easie r for you to control the quality of PCBs later, which is especially true in mass production. Big PCB manufactures usually only use high quality FR4 material, because it is easier to control the quality of their products. They reduce the cost by going really high volumes (let's say 20,000m 2 /month). The prices of high-quality FR4 at high volumes are not necessary higher than that of the low-quality FR4 at low volumes.
Then why do some companies still use lo w-quality FR4 material? The reason is that this kind of PCB manufactures is usually quite small and they can not go high quantities to reduce the cost. In order to survive in the market they get to reduce the cost. And for prototype it is a very effective way to reduce the cost by using low-quality FR4. Also quality control is not a problem in th is case. In addition big PCB manufacturers usually are not interested in making prototypes, so small PCB manufacturers can still make a living in the severe competition. In mass production some companies still use the low quality FR4 material, but the final price of the board they made are not necessary has a lower price, because their quality control cost will increase, and percentage of the qualified boards will also reduced.
Then if we use high quality FR4 material how can we reduce the cost? In the flowing paragraph we will give some datum to show how the final prices come out.
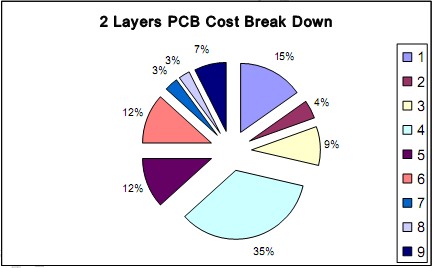
Fig 1 2 Layers PCB Mass Production Cost Break Down (PCB size 4.13X4.19inch, 40m 2 /order)
1.Base Material(FR4) 2.Chemical Material 3.Drilling Fee 4.Plating and Finishing 5.Photo Etching 6.Solder mask and silk screen 7.testing and Shaping 8.Managing Cost 9 Profit
From the analysis shown in Fig 1 it is obvious that the highest cost in the mass production is plating and finishing 35%, next is FR4 material 15%, solder mask and silk screen 12%, test and shaping 12%.
So the most effective way to reduce the cost at mass production for 2-layer PCBs is to reduce the number of components and vias, to reduce the complexity of the PCB!
2-layer PCBs without solder mask and silkscreen will reduce the cost by around 12%. If less expensive material is used for solder mask and silksc reen, the price can be reduced around 5%.
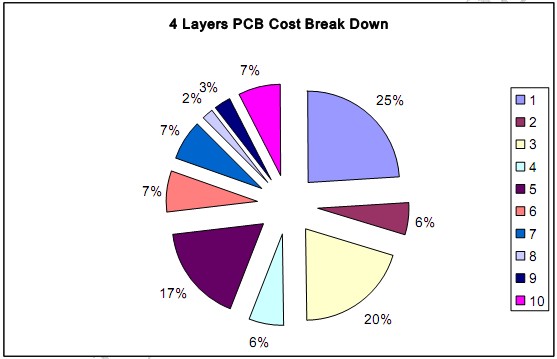
Fig 2 4-Layer PCBs Mass Production Cost Break Down (PCB size 7.08X6.65inch, 40m 2 / order)
1.Base Material(FR4) 2.Chemical Material 3.Internal Layers 4.Drill Fee 5.Plating and Finishing 6.Photo Etch 7.Solder mask and silk screen 8.testing and Shaping 9.Management Cost 10. Profit
From the cost breakdown of the 4-layer PCBs, the cost becomes more complex than 2-layer PCBs. This time the material cost is the highest (25%), next is internal layers (20%), then plating and finishing (17%).
But 20%+17% is still much higher than 25%, so again to reduce the complexity of the PCBs is the most effective way to reduce the cost!
And since using low-quality FR4 in mass production of multi-layer PCBs will increase the managing cost, the final price is not necessarily reduced. The safest way is to change to cheaper solder mask and silk screen material, and the cost can be reduced by around 3%.
Cost of other multi-Layer PCBs such as 6-Layers, 8-Layers...... have similar result.
Cost Analysis of Printed Circuit Board
Section
1. I. I NTRODUCTION OF PCB MATERIALS
2. II. COST ANALYSIS OF PCBS
Capabilities
Payment Methods




Specials Price
Carriers




Support Hobbyist
Certificate


Customer Support
Follow Us






